Osien liittäminen: Liimaus
- Syanoakrylaattipohjaiset pikaliimat soveltuvat hyvin osien liimaamiseen, erityisesti pienissä kohteissa.
- Epoksilla saadaan lujia liitoksia ja se soveltuu paremmin hieman isompiin kohteisiin. Esim. Loctite Power Epoxy Universal
Ennen liimaamista liitospinnat kannattaa puhdistaa esimerkiksi kevyesti hiomalla. Pinnan voi puhdistaa myös erilaisilla puhdistusaineilla, kuten pyyhkimällä asetoniin kostutetulla liinalla. Liiman tai epoksin kuivumisen aikana osat pidetään paikallaan esim. ruuvipenkin avulla. Yleensä liima kuivuu nopeasti, mutta saavuttaa täyden lujuuden pidemmän ajan jälkeen.
Liimaamista varten on hyvä suunnitella osaan kohdistusmuodot etukäteen.
Osien liittäminen: Kuumailmahitsaus
Sopii erityisesti isompien osien liittämiseen. Käytä liitoskohdassa kuumaa ilmaa ja materiaalinauhaa. Taustapuolen voi liimata tai juottaa kiinni.
Osien liittäminen: Ultraäänipistehitsaus
Sopii isoihin kohteisiin. Liitosalue on pistemäinen, joten tällä ei voida saavuttaa yhtä lujaa liitosta kuin kuumailmahitsaamalla tai liimaamalla. Menetelmää käytetään myös paikoittamaan isomman osat paikalleen ennen varsinaista liitosmenetelmää.
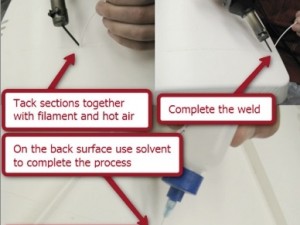
Kuumailmahitsaus













